


Bibliografia
http://reprap.org/wiki/Category:Mechanical_arrangement
http://reprap.org/wiki/User:Spiritdude
http://reprap.org/wiki/Category:Mechanical_arrangement
http://reprap.org/wiki/User:Spiritdude
|
|
|
Bibliografia
http://reprap.org/wiki/Category:Mechanical_arrangement http://reprap.org/wiki/User:Spiritdude
0 Commenti
Lo scopo di questo progetto è quello di realizzare un porta strumentazione- cruscotto per un Kawasaki gpz 1100 piu piccolo e compatto rispetto a quello di serie e che integrasse alcune strumentazioni aggiuntive Dopo aver preso un po’ di misure ed aver valutato alcune possibili soluzioni si è passati alla realizzazione del modello 3D mediante un software CAD (CATIA V5 R21) 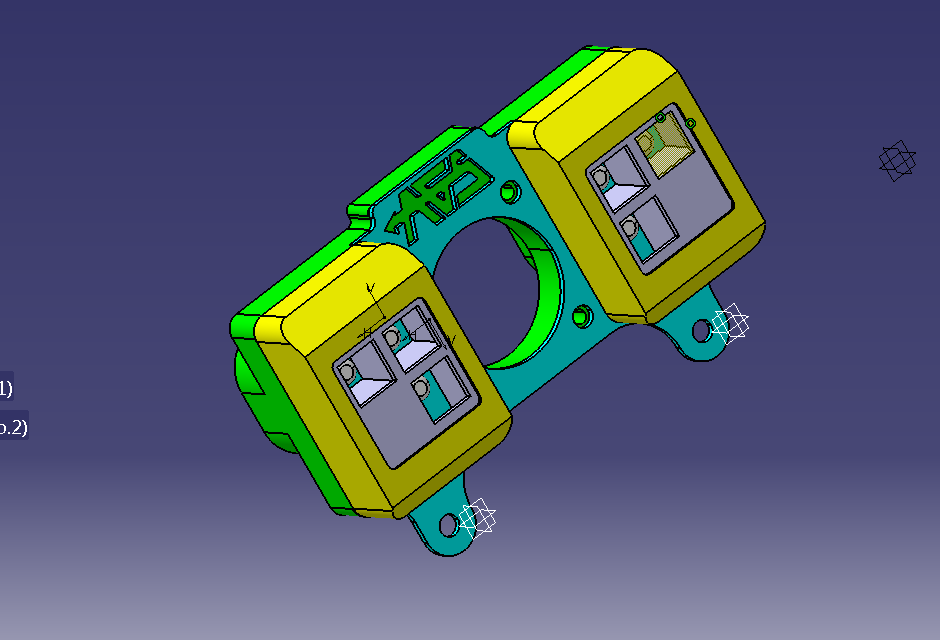 sono quindi potuto passare alla stampa del primo prototipo (di colore viola)  questo primo prototipo ha permesso di verificare il corretto montaggio della strumentazione, e di effettuare una valutazione estetica. Si è quindi a seguito di piccole modifiche funzionali ed estetiche (del modello CAD) potuto stampare il modello finale del cruscotto (questa volta in un più normale colore nero)  Particolare ringraziamento va alla AGS che si è resa disponibile per la collaborazione
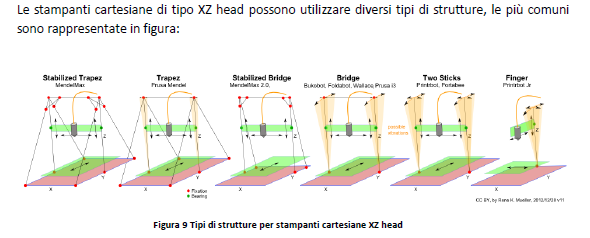
procediamo come già visto per gli assi x e y a calcolare le forze necessarie per la movimentazione dell'asse z in una stampante Prusa i3 movimentata dai classici NEMA17 (e che utilizza barre filettate M5) 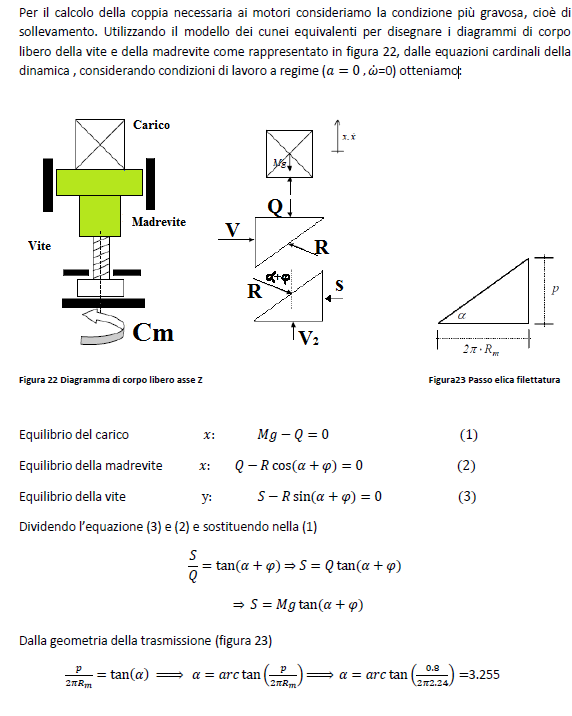 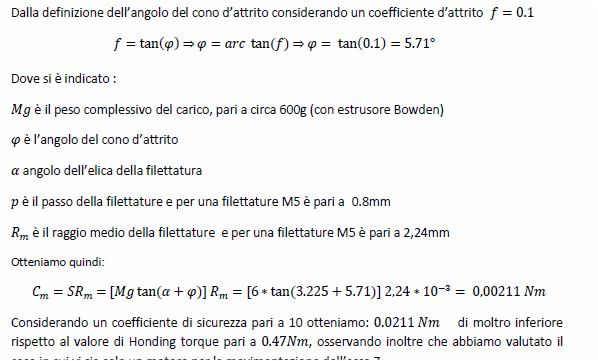 Utilizziamo quindi i diagrammi di coppia forniti dal produttore (wantai motor) per verificare in quale condizioni di funzionamento stia lavorando il motore. Considerando che il moto lungo questo asse avvenga alla stessa velocità degli altri assi (anche se in realtà non è cosi, poiché questo asse viaggia a velocità molto inferiori) cioè come calcolato per l’asse X di 532 P.P.S. notiamo che siamo nettamente all’interno della curva di coppia e le corrette condizioni di funzionamento del motore sono dunque garantite. Si evidenzia che anche su questo asse ricadono i vantaggi dell’utilizzo di un estrusore Bowden (essendo la Prusa i3 una stampante dalla configurazione XZ head l’estrusore è mosso sia lungo l’asse X che lungo l’asse Z ) senza il quale (cioè nella configurazione originale) il peso complessivo da movimentare lungo l’asse Z sarebbe stato di poco inferiore a 1000g. Dai risultati ottenuti è possibile constatare che sia possibile utilizzare un solo motore per la movimentazione lungo l’asse Z, soluzione infatti scelta per alcune stampanti come la stampante 3drag e da tutte le stampanti cartesiane con struttura “Finger” come la Printbot Jr. 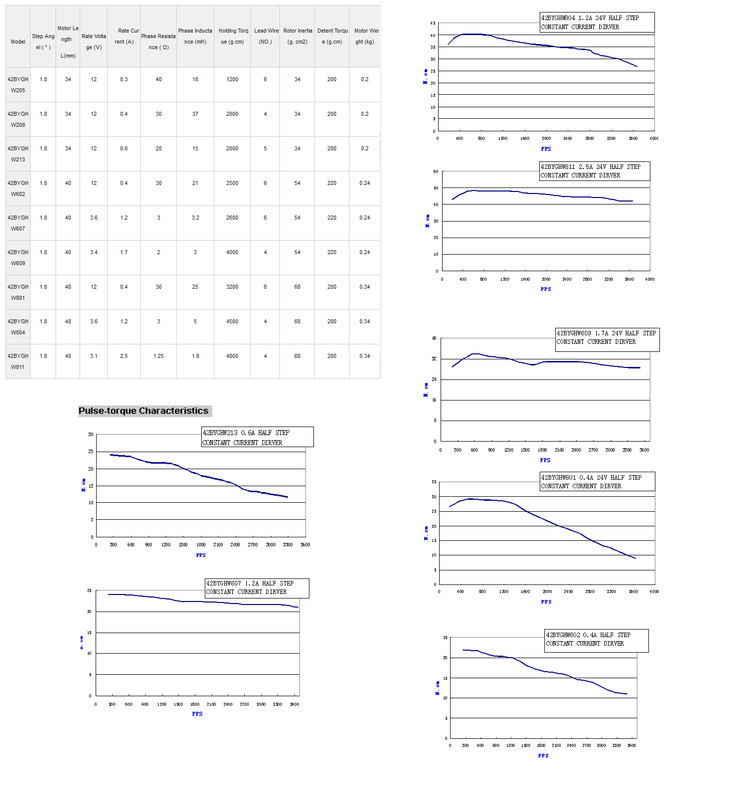 coem già discusso nello studio delgli altri assi questo calcolo non è rigoroso il problema è che: Le curve di coppia dei motori sono calcolate in modalità half step mentre noi spesso usiamo frazionare il passo a 1/16 o più... e come noto all'aumentare del frazionamento vi è una riduzione di coppia utile Inoltre non sempre (anzi quasi mai) alimentiamo i nostri NEMA 17 con il massimo della corrente da loro richiesta, ottenendo quindi meno coppia di quella realmente disponibile Bibliografia
http://dimeca.unica.it/didattica/materie/ruggiu/prove/Esercizi_Trasmissioni.pdf ttp://www.wantmotor.com/ProductsView.asp?id=155&pid=80 http://reprap.org/wiki/Motor_FAQ facciamo due calcoli per vedere quanta forza serve per far muovere gli assi x e y in un Prusa I3 movimentata dai classici NEMA17 (42BYGH W811)  Per il calcolo della copia necessaria al motore per garantire la movimentazione lungo questo asse si può fare riferimento alle schema di corpo libero rappresentato nella figura successiva 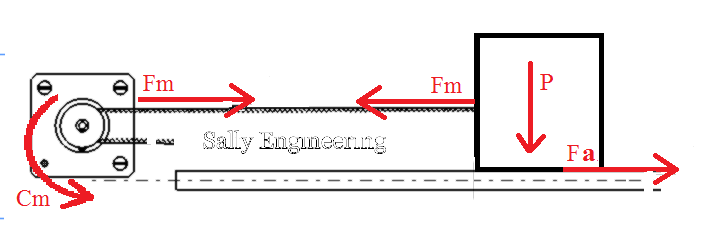 Noto che: il raggio della puleggia dentata è di 6mm circa, il peso complessivo nella configurazione con estrusore Bowden è di poco superiore ai 200g (2N) e considerando un coefficiente di attrito di 0.005. Dalle equazioni cardinali della dinamica , considerando condizioni di lavoro a regime (acc =0) Si ottiene ; 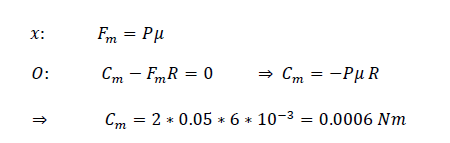 considerando un coefficiente di sicurezza pari a 10 otteniamo: 0,006 N di molto inferiore rispetto al valore di Holding torque pari a 0,47 Nm Utilizziamo i diagrammi di coppia forniti dal produttore (allegato I) per verificare in quale condizioni di funzionamento stia lavorando il motore. Per poter “entrare” nel diagramma di coppia è necessario conoscere la velocità di rotazione del motore (in questo caso espressa in P.P.S.). Considerando una velocità di stampa di 50mm/s (velocità di stampa media), e noto che il raggio della puleggia e pari a 6mm otteniamo la velocità di rotazione del motore (omega) :   considerando che per una prusa i3 il sistema di movimentazione dell'asse y è lo stesso dell'asse x  Di seguito riporto lo curve di coppia che ho trovato in rete (WANTAI MOTOR) il problema è che questi grafici sono calcolati in modalità half step mentre noi spesso usiamo frazionare il passo a 1/16 o più... e come noto all'aumentare del frazionamento vi è una riduzione di coppia utile Inoltre non sempre (anzi quasi mai) alimentiamo i nostri NEMA 17 con il massimo della corrente da loro richiesta, ottenendo quindi meno coppia di quella realmente disponibile 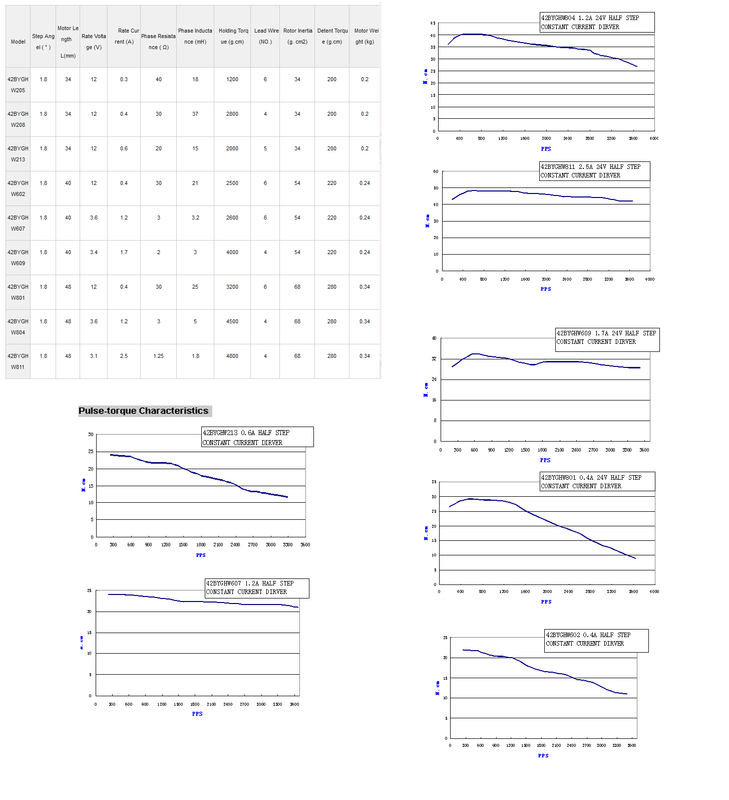 All’interno del firmware vanno inseriti i valori di step/unit per ogni asse e per l’estrusione, dobbiamo in pratica dire al nostro firmware quanto spostamento in millimetri genererà la rotazione di un passo del motore. Per il calcolo di questo valore si possono utilizzare software gratuiti come : http://prusaprinters.org/calculator/ o lo si può effettuare manualmente, andando a calcolare il rapporto:  Gli assi X e Y che utilizzano lo stesso sistema per la trasmissione del moto, cioè cinghie dentate di tipo GT2 e pulegge da 20 denti, si utilizza la formula: 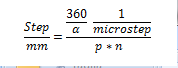 Dove: alfa è l’angolo di step del motore utilizzato, nel nostro caso 1,8° microstep è la frazione di micro passi che stiamo utilizzando nel nostro caso 1/16 p è il passo dente della puleggia, nel nostro caso il numero di denti della puleggia utilizzata, nel nostro caso 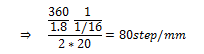 Per l’asse Z, che utilizza un accoppiamento vite madrevite, il numeratore resta uguale essendo uguali i motori e i loro settaggi, ma a denominatore poniamo 0.8mm che rappresenta il passo della filettatura della barra filettata M5 (a seguito di un giro completo infatti l’avanzamento è pari al passo della filettatura). Abbiamo quindi: 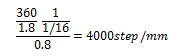 e fino qui ci sono arrivati tutti ....... Ma anche per l'estrusore si possono ottenere i valori corretti di step/unit da una semplice formula: Per l’estrusore il numeratore resta invariato, anche in questo caso e per gli stessi motivi, a denominatore dobbiamo porre come già visto i mm/giro che rappresentano in questo caso i mm di materiale estruso a seguito di un giro completo del motore. Con riferimento alla figura successiv ponendo: 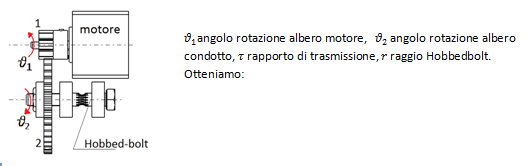 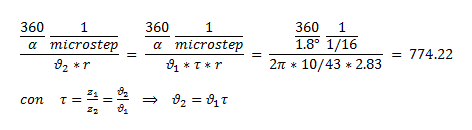 Il problema in questo caso è che: il raggio dell’Hobbed bold risulta difficile da misurare con buona precisione, e che il risultato deve spesso essere arrotondato. Si può inoltre utilizzare un'altra tecnica più empirica, per verificare ed eventualmente migliorare il valore prima calcolato, si procede in questo modo: una volta rimosso l’Hot-end si richiede alla stampante (mediante i controlli manuali) di estrudere una precisa quantità di materiale mediante il software di gestione stampa, e si misura quindi l’effettiva quantità estrusa. Se la quantità estrusa richiesta e quella misurata non coincidono si calcola il nuovo valore di step/mm mediante la seguente relazione:  |
AutoreSally Engineering Archives
Novembre 2015
Categorie |
 Feed RSS
Feed RSS
