All’interno del firmware vanno inseriti i valori di step/unit per ogni asse e per l’estrusione, dobbiamo in pratica dire al nostro firmware quanto spostamento in millimetri genererà la rotazione di un passo del motore.
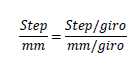
Per il calcolo di questo valore si possono utilizzare software gratuiti come : http://prusaprinters.org/calculator/ o lo si può effettuare manualmente, andando a calcolare il rapporto:
Per il calcolo di questo valore si possono utilizzare software gratuiti come : http://prusaprinters.org/calculator/ o lo si può effettuare manualmente, andando a calcolare il rapporto:
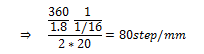
Gli assi X e Y che utilizzano lo stesso sistema per la trasmissione del moto, cioè cinghie dentate di tipo GT2 e pulegge da 20 denti, si utilizza la formula:
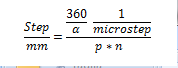
Dove: alfa è l’angolo di step del motore utilizzato, nel nostro caso 1,8°
microstep è la frazione di micro passi che stiamo utilizzando nel nostro caso 1/16
p è il passo dente della puleggia, nel nostro caso
il numero di denti della puleggia utilizzata, nel nostro caso
microstep è la frazione di micro passi che stiamo utilizzando nel nostro caso 1/16
p è il passo dente della puleggia, nel nostro caso
il numero di denti della puleggia utilizzata, nel nostro caso
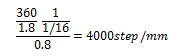
Per l’asse Z, che utilizza un accoppiamento vite madrevite, il numeratore resta uguale essendo uguali i motori e i loro settaggi, ma a denominatore poniamo 0.8mm che rappresenta il passo della filettatura della barra filettata M5 (a seguito di un giro completo infatti l’avanzamento è pari al passo della filettatura). Abbiamo quindi:
e fino qui ci sono arrivati tutti .......
Ma anche per l'estrusore si possono ottenere i valori corretti di step/unit da una semplice formula:
Per l’estrusore il numeratore resta invariato, anche in questo caso e per gli stessi motivi, a denominatore dobbiamo porre come già visto i mm/giro che rappresentano in questo caso i mm di materiale estruso a seguito di un giro completo del motore. Con riferimento alla figura successiv ponendo:
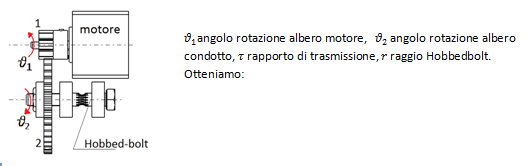
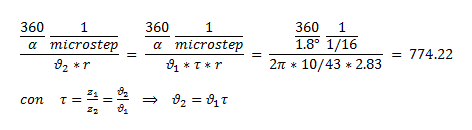
Il problema in questo caso è che: il raggio dell’Hobbed bold risulta difficile da misurare con buona precisione, e che il risultato deve spesso essere arrotondato.
Si può inoltre utilizzare un'altra tecnica più empirica, per verificare ed eventualmente migliorare il valore prima calcolato, si procede in questo modo: una volta rimosso l’Hot-end si richiede alla stampante (mediante i controlli manuali) di estrudere una precisa quantità di materiale mediante il software di gestione stampa, e si misura quindi l’effettiva quantità estrusa. Se la quantità estrusa richiesta e quella misurata non coincidono si calcola il nuovo valore di step/mm mediante la seguente relazione:
Si può inoltre utilizzare un'altra tecnica più empirica, per verificare ed eventualmente migliorare il valore prima calcolato, si procede in questo modo: una volta rimosso l’Hot-end si richiede alla stampante (mediante i controlli manuali) di estrudere una precisa quantità di materiale mediante il software di gestione stampa, e si misura quindi l’effettiva quantità estrusa. Se la quantità estrusa richiesta e quella misurata non coincidono si calcola il nuovo valore di step/mm mediante la seguente relazione:

 Feed RSS
Feed RSS
